客服电话180 2748 5850


配料是许多工业生产过程中的关键步骤,根据工艺规程,将原料按一定比例混合在一起,是针对一种或者多种物料按预先设定好的值和误差进行加料和放料的过程。本文介绍的系统在配料操作和采集数据时进行的记录是自动进行的,可以减少人为误差,保持其真实有效。
配料是许多工业生产过程中的关键步骤,根据工艺规程,将原料按一定比例混合在一起,是针对一种或者多种物料按预先设定好的值和误差进行加料和放料的过程。
在固体制剂配料操作中,一个目标是在操作过程排除误差和准确的记录数据,另一目标就是更有效地利用数据。在本系统中配料操作和采集数据进行记录是自动进行的,可以减少人为误差,保持其真实有效。借助这一全面完整的信息管理监控平台,实现对从原料投入、配料自动控制、数据采集到投料批容器包装赋码以及整个供应链的管理,快速有效地对配料过程进行追踪,最大可能地消除安全隐患。
GMP药品生产质量管理规范及工艺对该系统提出的要求有:
自动化配料系统设计
通过对原料、容器、人员等的全面条码管理,现场数据采集,进行自动配料。根据生产计划和工艺要求,设定配方、物料处理方法、操作机台、操作人员、生产时间等工艺参数,并复核确认。系统对整个自动化称量配料过程的基本数据进行记录管理,形成可追溯的信息链,并能与客户的ERP系统进行通讯,给ERP系统实时提供数据,以便ERP系统对生产过程进行分析与管理。

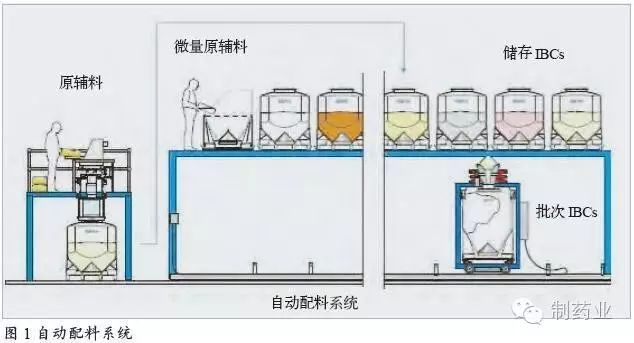
自动配料工艺流程
自动配料系统机械设备部分包括投料站、输送装置、储料仓、给料装置、称重装置、配料仓等。其工作流程为:
根据工艺配方确定原辅料,对原辅料进行物料识别;
主要原辅料分别按作业计划要求的品种和数量,通过无尘投料站直接投入到储料仓中,储料仓称重计量后通过提升机移动到配料工位,或原辅料投入无尘投料站中,通过真空输送器送至固定在配料工位的储料仓中;
微量原辅料按作业计划要求的品种和数量分别在台秤和天平上称量后加入混合机料仓中进行预混,预混后投入批次配料仓内,或在台秤和天平上称量后直接投入批次配料仓内;
储料仓使用直线式储料,设料仓3~6个,料仓的出口处根据物料实际情况配置搅拌、振动等防架桥措施,料仓的出口处通过软连接至喂料机的入口处,系统将根据料仓物料流动情况来决定防架桥设施的启动情况,保证物料供给的正常;
喂料部分根据物料给料量采用不同规格的螺旋给料机,通过软连接至批次配料仓;
秤量部分为赛多利斯或梅特勒的高精度称量传感器及称量模块、台秤天平,通过批次配料仓加料前后的重量来计算所加原料重量。
手动配料系统
通过称量和批号管理跟踪配料质量信息。操作人员在配料操作前,需要对原辅料按配方标准进行计量,并为每个包装打印唯一序列号的条码标签,操作人员需要进行容器条码的扫描和所添加的主料包装条码扫描,并将二者关联起来,以便于进行物料的追溯。
系统清洁
真空输送器及吸料管、喂料机构需拆下在清洗间清洗;料桶清洗:配料合并料桶后,出来的脏的空料桶,进入待洗料桶区清洗。料桶确认:扫描登录确认料桶的编号;清洁状态:待清洁(使用结束时间)、清洁(清洁时间、有效期至);报警和互锁;控制系统将物料添加配置在正确的料桶内。移动CIP清洗站可对暂存料仓、螺旋给料器进行在线清洗。

小结
该系统集投料、储料、定量给料、称量、密封输送、复核于一体,全过程微机控制,自动化程度高。各工作单元技术先进、性能优良,整套系统结构紧凑。用户多物料多配方环境下各种数据的输入输出可通过键盘操作,十分方便的将设定数据输出或显示在终端画面上,实现以自动控制为目的的集中监视系统。系统工作性能稳定可靠,消除人为配料误差,提高配料效率,改善作业环境和劳动条件。不仅协助用户提高产品质量,而且还为用户生产的科学管理提供了强有力的保证。适用于医药、食品、化工、建材、冶金、饲料加工等行业多种物料的称量配料控制。
Copyright © 2015-2020 广州市齐兴自动化科技有限公司 版权所有地址:广东广州番禺汉溪星光荟355-358房 备案号:粤ICP备20016483